
型材挤出控制单元

 型材挤出控制单元
型材挤出控制单元
在塑料挤出成型过程中,紧接在挤出机后面安装检测头,以非接触方式测量挤出型材与参考值之间的差异。通过将校正量作为电压施加,直接控制挤出机或卷取机以保持型材的形状恒定。
您可以提高质量和产量,并减少材料。
原则
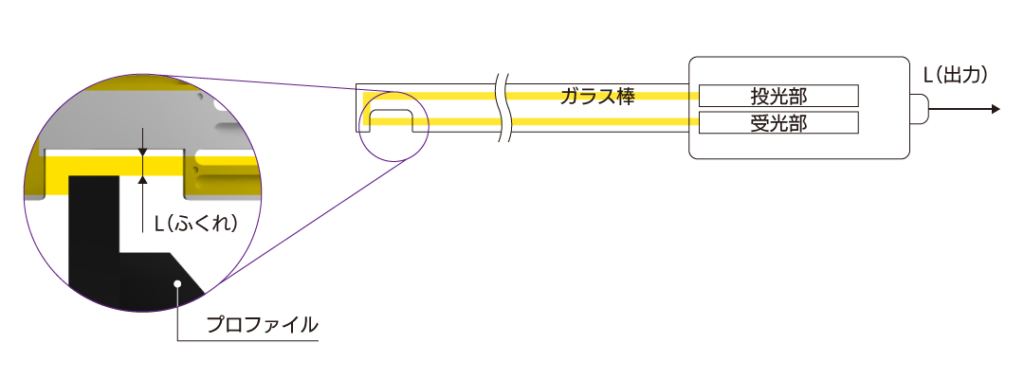
用传感器测量L的距离,根据增减量进行比例积分计算,将计算出的修正量加到挤出机或卷取机的电机旋转指令电压上。
例如,随着外径增大,L值减小,因此施加校正电压并增大卷取速度,直到外径达到设定值。
安装示例
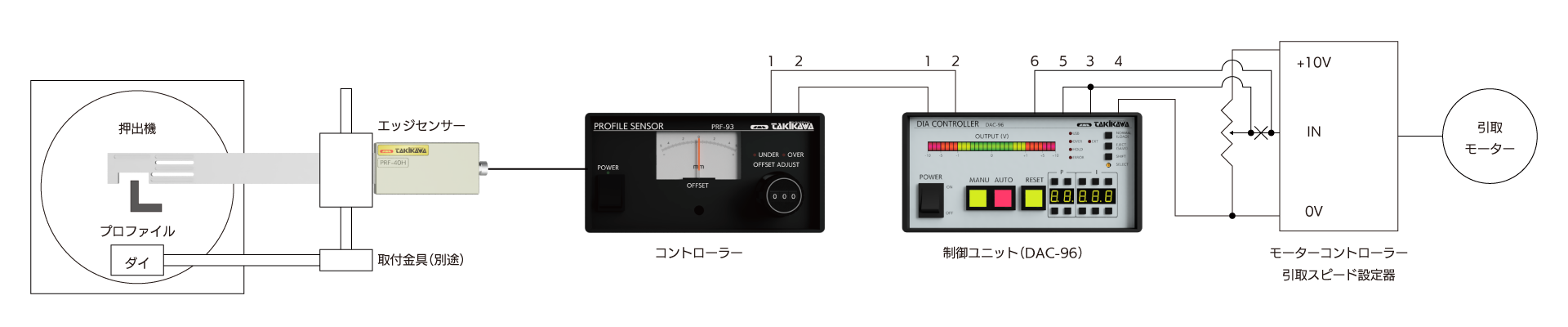
* 点击图片可放大。
规格
| 边缘传感器 | |||||
|---|---|---|---|---|---|
| 型号名称 | PRF-10H | PRF-40H | |||
| 方法 | 非接触式、红外光纤方式 | ||||
| 测量区域 | 1毫米×20毫米 | 1毫米×40毫米 | |||
| 解决 | 1微米 | 3微米 | |||
| 准确性 | ±5微米 | ±10微米 | |||
| 工作温度 | 最高300℃ | 最高250℃ | |||
| 控制器 | |||||
| 型号名称 | PRF-93 | ||||
| 偏差显示 | 模拟表 ±0.5mm (PRF-10H) / ±2mm (PRF-40H) | ||||
| 偏差输出 | 模拟电压 ±4V/±0.5mm (PRF-10H) / ±4V/±2mm (PRF-40H) | ||||
| 上下限接点 | 可进行多级设定 接点输出 250V 1A | ||||
| 电源 | AC100-240V 50/60Hz 10VA | ||||
| 周边设备/配件 | |||||
| 控制器单元 | 外径控制单元:使用DAC-96 | ||||
| 边缘传感器安装支架 | 单独准备 | ||||