
外径控制单元 (DAC)

规格
 步进式外径控制单元DAC-93
步进式外径控制单元DAC-93

输入激光外径测量仪的偏差信息和旋转编码器的A相和B相脉冲。
通过设置挤出机和外径测量装置之间的距离和旋转编码器的脉冲率,可以进行反馈控制。
特征
- 适用于挤出机与外径测量装置之间的距离较长的场所。
- 步进控制取消了挤出机到外径测量点的距离差造成的时间延迟。
- 可以通过开关、触点、RS-232C 和 RS-485 命令在自动控制和手动控制之间切换。
自动/手动/复位切换的基本操作
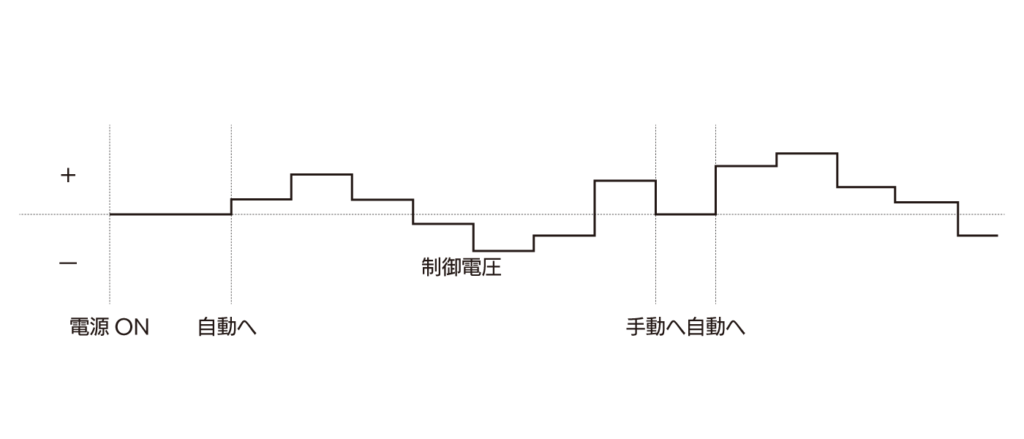
从自动控制切换到手动控制时,可以保持控制输出电压。
另外,在切换到手动控制时,控制输出电压短路时可以提供一个时间常数,因此不会对挤出机或卷取机造成突然负载。
操作时机
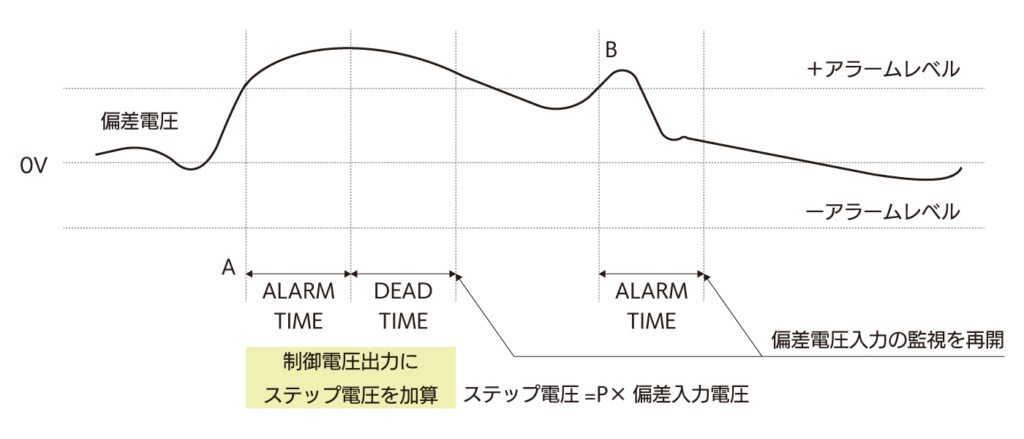
在自动控制状态下,通常监测偏差电压输入是否超过报警水平,当偏差电压输入超过报警水平时,在控制电压输出上加上阶跃电压(P×偏差输入电压)。
添加阶跃电压的死区时间结束后,将恢复对偏差电压输入的监控。